Research on the Treatment and Comprehensive Utilization of Phenylhydrazine Hydrochloride Effluent


School of Chemistry and Chemical Engineering, Qufu Normal University, Shandong 273165, China
*
Author to whom correspondence should be addressed.
Water 2018, 10(4), 438; https://doi.org/10.3390/w10040438
Submission received: 28 February 2018
/
Revised: 30 March 2018
/
Accepted: 4 April 2018
/
Published: 7 April 2018
(This article belongs to the Section Wastewater Treatment and Reuse)
Abstract
:In the production process of 1 ton of phenylhydrazine hydrochloride (PHH); ~10 tons of liquid waste are formed, which includes multiple contaminants but also recyclable resources. In order to realize the recyclingof residual PHH in liquid waste; a liquid ammonia neutralization method is utilized, and extraction-reextraction technology is adopted. As a result, the recovery rate of PHH reachedup to 90.0%. Meanwhile, 3.8 tons of ammonium salts can be obtained after the iquid ammonia neutralization reaction which can be reused as raw materials for compound fertilizer. During the treatment process, there is no discharge of the three wastes, which meets the requirements of harmless treatment. Finally, these results provide important reference values for PHH production enterprises to solve the problems of waste pollution and to achieve recycling of resources.
1. Introduction
As a crystalline organic compound with white or pink leaf-shaped crystals, phenylhydrazine hydrochloride (PHH) can be dissolved in water, and it can precipitate from the solution by adding concentrated hydrochloric acid (HCl). Nowadays, PHH has been widely applied in the production of organic intermediates for dye [1], pharmaceutical [2,3], and pesticide [4] industries. Therefore, the market demand for PHH is huge. In the production process of PHH, aniline, HCl, NaNO2, NH4HSO3, and aqueous ammonia are used as raw materials. And PHH is prepared through the diazotization of aniline, reduction, acid precipitation analysis, cooling, crystallization, and other processes [5,6].
During the PHH production process, a large amount of liquid waste is generated with strong acidity. Plenty of hazardous substances exist in the liquid waste. Especially, residual PHH is high toxic and has carcinogenic effects. In addition, the organic compounds produced in the diazotization side reaction will color the waste liquid. Therefore, the random discharge of these effluents is not only a waste of resources but severe pollution for the environment. In addition, increasing environmental awareness coupled with more stringent regulation standards has triggered various industries to challenge themselves in seeking appropriate wastewater treatment technologies [7]. Finally, it will lead to harm of the human body through the food chain.
On the other hand, most of the substances in the liquid waste can be recycled. It is proposed that a wastewater management system based on the promotion of cleaner production via recycling and reuse could be included as a part of global wastewater management in order to attain sustainable development [8]. There exist many ammonium salt compounds, dissolved PHH, as well as a small amount of other organic byproducts. As a consequence, the treatment of liquid waste in the synthesis of PHH becomes an urgent issue for production enterprises. However, there were few reports about the research on the treatment of PHH production waste [4]. Therefore, it is necessary to develop new technologies on harmless treatment of the liquid waste of PHH production and recycling the available resources, which will bring important economic value and social benefits.
In this work, we firstly determine the optimum technological conditions of the treatment of PHH production waste according to bench scale tests. New extraction-reextraction technology is adopted to recycle PHH. Then, the pilot scale tests are carried out in a chemical enterprise. Subsequently, actual industrial production is realized in the enterprise. Finally, the targets of harmless treatment and reutilization of resources are achieved.
2. Production Principle of PHH
2.1. Aniline Diazotization
A certain amount of water and concentrated HCl are added to the reaction kettle and stirred at the speed of 80 r/min. Subsequently, aniline is added and cooling operation is implemented. As the reaction temperature falls to 0~5 °C, NaNO2 solution is added. As a result, benzenediazonium chloride is generated. After the addition of NaNO2 solution, the end point of the reaction can be monitored by potassium iodide–starch test paper at which the test paper turns blue. Continue to stir (80 r/min) for a certain time until the reaction is completed.
The reaction equation of diazotization is expressed as
2.2. Diazonium Salt Reduction
By using aqueous ammonia, the pH value of NH4HSO3 solution can be adjusted to 6.2~6.7, and the backup reducing solution is prepared. Then the solution of diazotization reaction is added while stirred to carry out the reduction reaction of benzenediazonium chloride and (NH4)2SO3. The stirring rate is 80 r/min. Accordingly, ammonium diazobenzene sulfonate is formed which would react with NH4HSO3. The reaction product is ammonium diazobenzene disulfonate, which would react with water to generate ammonium phenylhydrazine sulfonate. After adding the solution of diazotization reaction, the system is heated to 80~85 °C. The temperature is maintained until the reaction is finished.
The reduction reaction equations can be described as follows.
2.3. Acid Precipitation Analysis and Salt Formation
As the solution of reduction reaction is cooled, concentrated HCl is added while stirring (50~60 r/min). The acid precipitation analysis reaction between ammonium phenylhydrazine sulfonate and HCl is carried on, and then PHH is obtained. At the same time, the excess HCl can react with remaining NH4HSO3 in the reduction reaction to produce NH4Cl. Then the system is heated to 90~95 °C, and the reaction is incubated for some time. In the following, the reaction solution is sent to the cooler to cool down and crystallize. Solid crystals are obtained by centrifugation and drying. Ultimately, PHH is produced.
The reaction equations of acid precipitation analysis can be written by
3. Treatment of PHH Production Waste
3.1. Liquid Ammonia Neutralization
The production effluent of PHH is delivered into the reaction kettle. Liquid ammonia is fed and stirred with a speed of 50 r/min at room temperature to carry out the neutralization reaction. PHH is transformed into phenylhydrazine (PHZ) under the alkaline conditions. Meanwhile, HCl, NH4HSO4, and NH4HSO3 can react with ammonia to translate into corresponding ammonium salts. Until the pH value of the waste liquid is a certain value, the addition of liquid ammonia is stopped. And then the stirring (50 r/min) is continued for a period of time to complete the reaction.
The neutralization reaction equations can be written as follows.
3.2. Ethylbenzene Extraction
After the liquid waste is neutralized by liquid ammonia, PHH is transformed into PHZ. Then, PHH can be recovered by the extraction-reextraction process. The extraction operation is implemented to extract PHZ in the neutralization reaction solution. Subsequently, PHZ is reextracted from the extraction phase by using concentrated HCl. In the reextraction process, PHZ reacts with HCl to reconvert into PHH, and then PHH is easy to crystallize with excess HCl.
In the extraction process, many organic compounds can be used as extraction agents [9,10,11], such as benzene, toluene, ethylbenzene (EBZ), and so on. The solubilities in water of benzene and toluene are larger than that of EBZ (The solubilities of benzene, toluene and EBZ in water are respectively 1.8 g/L, 0.52 g/L and 0.135 g/L at 15 °C.). It can be seen that EBZ is almost insoluble in water, which can avoid benzene and toluene dissolved in water, causing secondary pollution. In addition, the relative molecular masses of EBZ and PHZ are approximately equivalent (EBZ 106.16, PHZ 108.14), which will make PHZ extract efficiently. In conclusion, it is more reasonable to select EBZ as the extraction agent.
For the extraction process, the neutralization reaction solution is delivered to the top of the extraction column. EBZ (relative density 0.87 g/cm3) enters from the bottom of the column. The flow rates of the neutralization reaction solution and EBZ, as well as the extraction temperature are controlled to improve extraction efficiency.
3.3. Hydrochloric Acid Reextraction
The extraction phase (including EBZ and extracted PHZ) from the top of the extraction column is sent to the reaction kettle, and the concentrated HCl is added under the stirring condition of 40~50 r/min to reextract. The amount of HCl can be calculated by that of PHZ, and the addition of HCl is excess. In this process, PHZ and HCl react with each other, and then PHH will be crystallized out. After the addition of HCl, the reaction is continued for some time at the stirring speed of 40~50 r/min. At the end of reextraction operation, the filtration proceeds. Solid crystals through washing are PHH, and the scrubbing solution is merged with the waste liquid. The filtrate is stewed stratification. EBZ in the upper layer is recycled as the extraction agent, and HCl in the lower layer is reused as the reextraction agent.
The reextraction reaction equation is expressed as
3.4. Raffinate Evaporation Concentration
The raffinate phase from the bottom of the extraction column is sent to the evaporator to heat and concentrate. In this process, the pressure and temperature of the heating steam are controlled. When the volume is concentrated to a certain value, the evaporated liquor is transported into the cooler to reduce the temperature. The cooling temperature is controlled within the range of 20~25 °C. Then, the solid substances are filtered from the solution, which are the mixture of NH4Cl, (NH4)2SO4 and other ammonium salts. The filtrate returns to the evaporator in order to continue to evaporate and concentrate. In the evaporation process, the condensate water from cooling is reutilized as process water.
3.5. Schematic Diagram of the Treatment Process of PHH Production Waste
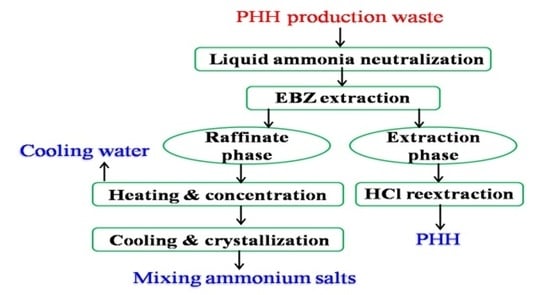
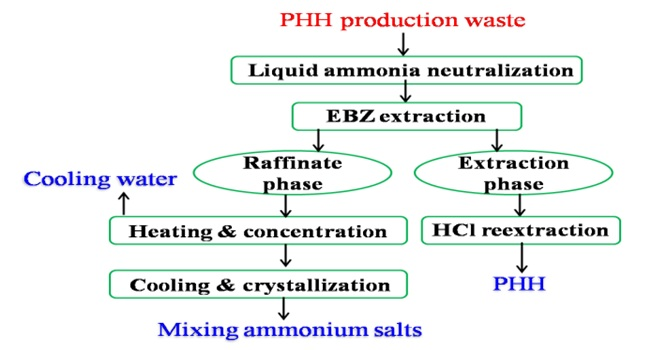
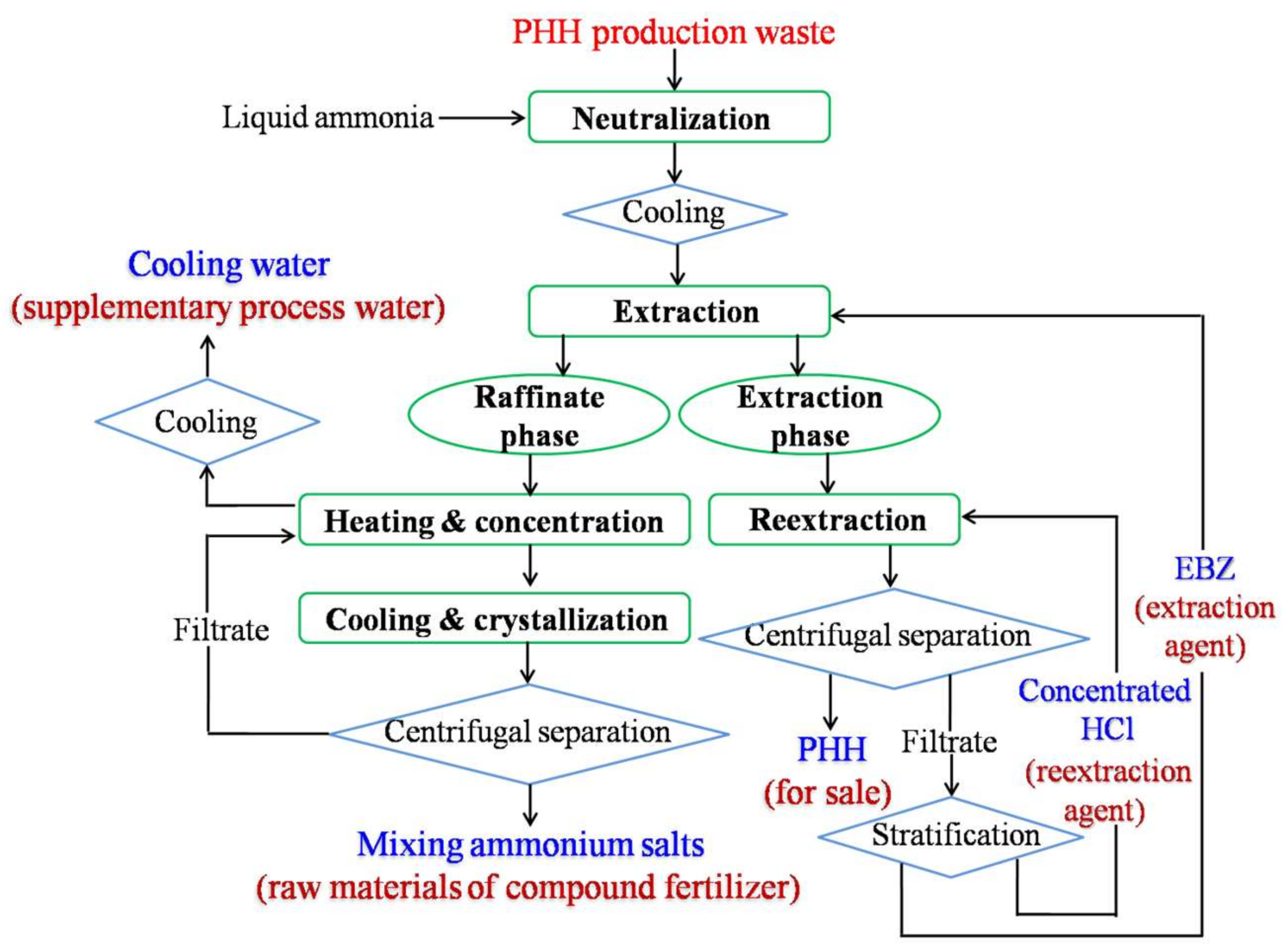
According to above discussions, the treatment process of PHH production waste can be sketched as shown in Figure 1. It is shown that PHH and mixing ammonium salts can be obtained. And concentrated HCl, EBZ, and condensate water are recycled. No hazardous waste streams are formed in this process.
4. Results and Discussion
4.1. Bench Scale Test
In order to recycle PHH in aqueous solution, it must be converted to PHZ. Then, the extraction-reextraction technology is used. In the process, the operating conditions would have important influences on the recovery rate of PHH, especially for the extraction technique. In the reextraction process, it is easy to implement high reextraction efficiency at room temperature, as long as concentrated HCl is used in excess. The concentration of the HCl is 30% in the reextraction process.
In this work, the pH value, temperature, and solvent ratio for the extraction process are mainly discussed. Here, the solvent ratio is the volume ratio between EBZ and liquid waste. In the following, the content of substances refers to the mass fraction. In bench scale tests, the volume of liquid waste is selected as 100 mL, and its density is 1.15 g/mL. The liquid waste contains 0.96% PHH.
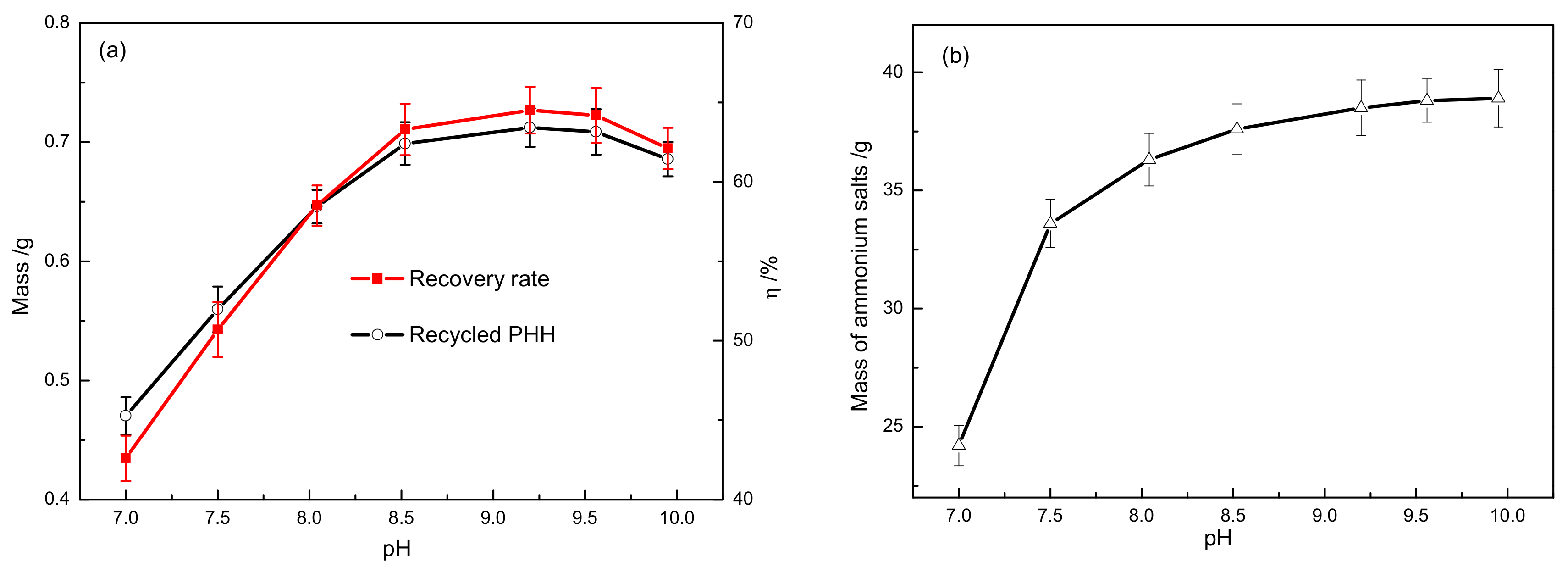
The first group of tests is to investigate the effects of pH value. The addition amount of EBZ is 100 mL and the corresponding solvent ratio is 1. And the extraction temperature is 20 °C. The test results are shown in Figure 2. In Figure 2a, the mass of recycled PHH and the recovery rate η increases firstly and then decreases with the increase of the pH value. The maximums appear at pH = 9.2. At the same time, the mass of mixing ammonium salts rises as the pH value increases in Figure 2b, and remains basically invariable after pH = 9.0. Because ammonia has completely reacted with excess HCl in the solution, no more ammonium salts are produced.
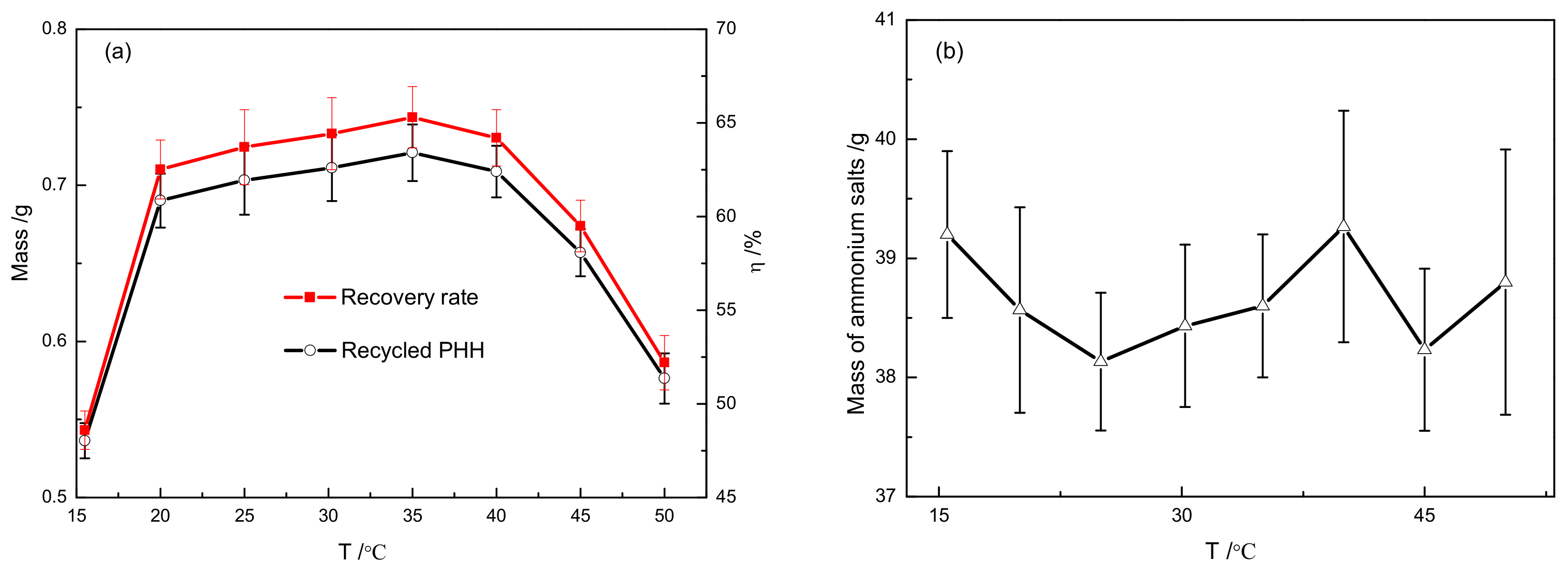
The second group of tests is to study the effects of extraction temperature. The pH value of the solution is adjusted to 9.2, and the solvent ratio is 1. Figure 3a shows that the mass of recycled PHH and recovery rate η both initially increase and then decrease. The maximums are reached at 35 °C. This is caused by the influence of temperature on the diffusion of EBZ. At lower temperatures, EBZ is highly viscous and illiquid. Hence, the diffusion rate of EBZ in the liquid waste becomes slow, and the extraction efficiency is low. At a higher temperature, the diffusion rate is improved and the extraction efficiency is high. However, exceedingly high temperature will impact the partition coefficient of PHZ in EBZ and liquid waste and the recovery rate is reduced. Therefore, a proper temperature is necessary in this process. Similarly, the mass of mixing ammonium salts is nearly invariable in Figure 3b, the value is ~38.7 g.
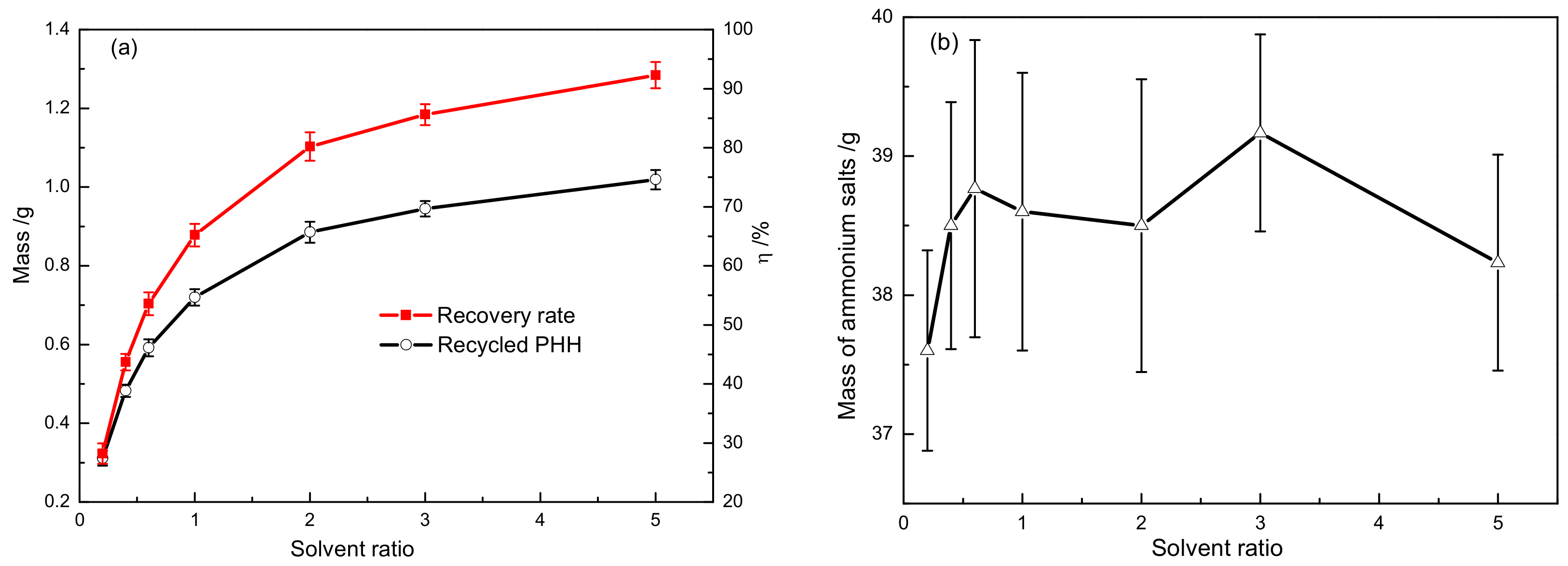
The third group of tests is to explore the effects of solvent ratio (Figure 4). The pH value of the solution is 9.2 and the extraction temperature is 30 °C. In Figure 4a, the mass of recycled PHH and recovery rate η both increase with the increase of solvent ratio. It is also shown that the extraction effect is better through batch addition of EBZ. When the solvent ratio is larger than 2, the growth rate of η slows down. Due to pH of the solution being larger than 9.0, the mass of mixing ammonium salts changes little as shown in Figure 4b. And the mass of mixing ammonium salts is about 38.5 g.
Based on above analysis and economic cost, it is concluded that the highest extraction efficiency can be achieved at pH = 9.2 and room temperature (T = 30 °C) when the solvent ratio is 5. The highest recovery rate of PHH can reach up to 92.3%.
4.2. Pilot Scale Test
By using the above-mentioned technology in Section 3, pilot scale tests for the treatment of PHH production waste have been carried out in a chemical enterprise in Shandong province. In the pilot-scale test, 300.0 kg aniline was fed into a reaction kettle to obtain PHH. The masses of raw materials and product are given in Table 1. According to the data in the table, the yield of PHH has reached 89.4%. The yield is calculated by the ratio of actual output and the theoretical value.
In the pilot scale test, 3600 kg liquid waste are formed, in which 45 kg PHH is dissolved. The main organic components of the liquid waste includes 4.4% NaCl, ~0.9% HCl, 9.2% NH4Cl, 16.8% NH4HSO4, 1.7% NH4HSO3, 0.86~1.25% PHH, as well as a small amount of other organic compounds generated from side reactions. According to a series of processes in Figure 1, the results are shown in Table 2. As seen from the table, the recovery rate of PHH reached up to 91.1%.
In this treatment process of liquid waste, the cost of power consumption is ~600 CNY. Based on the current market prices of raw materials and products in China, the profit of the pilot scale is ~203 CNY from per ton of liquid waste. It means that the target of no waste discharge can be realized, and at the same time the treatment process has economic value.
After the bench-scale and pilot-scale tests, the continuous production is carried out in the chemical enterprise. The results indicate that the amount of liquid waste is ~10,000 kg for the production of each ton of PHH, and 620 kg liquid ammonia is consumed. As a result, 100 kg PHH is recycled, and the mass fraction is determined as 89.6%, which reaches the standard of an industrial-grade product (88.0%). The recovery rate of PHH has been achieved up to 90.0%. Besides, the total output of mixing ammonium salts after liquid ammonia neutralization reaction is 3800 kg including 53.1% (NH4)2SO4, 27.1% NH4Cl, 8.0% (NH4)2SO3,and so on. These mixing ammonium salts can be reused as raw materials of compound fertilizer.
During the tests and actual production, it was also found that the control of process conditions of PHH production affects not only the yield and quality of PHH but also the treatment of the liquid waste. For example, the amount of raw materials, the feeding speed of NaNO2, and the reaction temperature in the aniline diazotization reaction have significant impacts on the yield and quality of PHH. Besides, the rapid feeding speed of NaNO2 can lead to local high concentration and make diazonium salt decompose into benzoquinone. Furthermore, tarry substances would appear on the surface of the feed liquid, accompanied by nitrogen oxide gas release. The occurrence of these situations will make subsequent waste disposal more complicated.
In addition, the production waste of PHH should be promptly processed. The longer the waste liquid is shelved, the darker the color becomes because organic substances are oxidized. As a result, the treatment of waste liquid will become more difficult, and the color and quality of mixing ammonium salts would also be affected.
5. Conclusions
A large amount of liquid waste is generated in the PHH production process, which can lead to serious environmental pollution. Meanwhile, because recyclable resources are abundant, the harmless treatment of waste and recycling of useful resources have caused widespread attention. According to liquid ammonia neutralization reaction and extraction-reextraction technology, the recovery rate of PHH is up to 90.0%. By evaporation and concentration, cooling and crystallization, and filter separation of the raffinate phase, high value-added ammonium salts, such as NH4Cl, and (NH4)2SO4, were obtained. These salts can be reused as raw materials for fertilizer. Condensed water through evaporating and cooling can be recycled as process water. This treatment method not only can recycle PHH, but also can obtain mixing ammonium salts. In the process, there is no discharge of waste liquid, exhaust gas, or waste slag. The treatment process reaches the requirements of harmless treatment. In future work, we will further improve the treatment technology to reduce enterprise cost.
Acknowledgments
This work is supported by the National Natural Science Foundation of China (No. 21506114), and Scientific Research Foundation of Qufu Normal University (BSQD20130116).
Author Contributions
Xide Liu conceived, designed and performed the experiments; Di Zhou analyzed the data and wrote the paper; Heng Zhang contributed materials and analysis tools.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Zheng, J.; Huang, F.; Li, Y.; Xu, T.; Xu, H.; Jia, J.; Ye, Q.; Gao, J. The aggregation-induced emission enhancement properties of BF2 complex isatin-phenylhydrazone: Synthesis and fluorescence characteristics. Dyes Pigments 2015, 113, 502–509. [Google Scholar] [CrossRef]
- Banerjee, M.; Ray, A.K. The role of thyroid hormone on phenylhydrazine hydrochloride mediated inhibitory effects on blood acetylcholinesterase: An in vivo and in vitro study. J. Biochem. Mol. Toxicol. 2002, 16, 162–168. [Google Scholar] [CrossRef] [PubMed]
- Ramyashree, D.; Raghavendra, K.R.; Kumar, A.D.; Vagish, C.B.; Kumar, K.A. Synthesis, characterization and antimicrobial activities of chalcones and their post transformation to pyrazole derivatives. Asian J. Chem. 2017, 29, 1538–1542. [Google Scholar] [CrossRef]
- Tao, X.; Wei, D.; Bao, X. Research on treatment of phenylhydrazine hydrochloride wastewater. Technol. Dev. Chem. Ind. 2013, 42, 39–41. [Google Scholar]
- Heinz, H. Process for the Production of Phenylhydrazine Hydrochloride. U.S. Patent 3,203,989, 31 August 1965. [Google Scholar]
- Zhang, R.; Wu, Y.; Zheng, D. The Synthesis of phenylhydrazine hydrochloride. J. Nanchang Univ. (Nat. Sci.) 2002, 26, 394–396. [Google Scholar]
- Teh, C.Y.; Budiman, P.M.; Shak, K.P.Y.; Wu, T.Y. Recent advancement of coagulation-flocculation and its application in wastewater treatment. Ind. Eng. Chem. Res. 2016, 55, 4363–4389. [Google Scholar] [CrossRef]
- Wu, T.Y.; Mohammad, A.W.; Lim, S.L.; Lim, P.N.; Hay, J.X.W. Recent advances in the reuse of wastewaters for promoting sustainable development. In Wastewater Reuse and Management; Sharma, S.K., Sanghi, R., Eds.; Springer: Dordrecht, The Netherlands, 2013; Volume 3, pp. 47–103. ISBN 9789400749412. [Google Scholar]
- Dufresne, C.; Leblanc, Y.; Berthelette, C.; McCooeye, C. The synthesis of phenylhydrazines from bis(2,2,2-Trichloroethyl) azodicarboxylates and electron-rich arenes. Synth. Commun. 1997, 27, 3613–3624. [Google Scholar] [CrossRef]
- Fu, C. Synthesis of high purity phenylhydrazine. Fine Spec. Chem. 2004, 12, 19–21. [Google Scholar]
- Li, J.; Sun, T.; Wang, Y. Research on the synthesis of 1,2-Diphenylhydrazine. Chem. World 2002, 43, 650–652. [Google Scholar]
Figure 1.
Schematic diagram of treatment process of PHH production waste.

Figure 2.
Effects of pH value on the mass of recycled PHH and recovery rate η (a), as well as mass of recycled ammonium salts (b) with solvent ratio 1 at 20 °C.
Figure 2.
Effects of pH value on the mass of recycled PHH and recovery rate η (a), as well as mass of recycled ammonium salts (b) with solvent ratio 1 at 20 °C.

Figure 3.
Effects of the temperature on the mass of recycled PHH and recovery rate η (a), as well as mass of recycled ammonium salts (b) with solvent ratio 1 at pH = 9.2.
Figure 3.
Effects of the temperature on the mass of recycled PHH and recovery rate η (a), as well as mass of recycled ammonium salts (b) with solvent ratio 1 at pH = 9.2.

Figure 4.
Effects of solvent ratio on the mass of recycled PHH and recovery rate η (a), as well as mass of recycled ammonium salts (b) at pH = 9.2 and 30 °C.
Figure 4.
Effects of solvent ratio on the mass of recycled PHH and recovery rate η (a), as well as mass of recycled ammonium salts (b) at pH = 9.2 and 30 °C.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Mass of raw materials and product.
| Material Name | Mass/kg |
|---|---|
| Aniline | 300.0 |
| NaNO2 | 232.0 |
| 30% HCl (diazotization reaction) | 835.0 |
| 56% NH4HSO3 | 1400.0 |
| 22% NH3·H2O | 180.0 |
| 30% HCl (acid precipitation analysis) | 870.0 |
| PHH (theoretical value) | 415 |
| PHH (actual output) | 370 |
Table 2.
Results of the treatment of PHH production waste.
| Material Name | Mass/kg |
|---|---|
| Total liquid waste | 3600 |
| Dissolved PHH | 45 |
| Consumed Liquid ammonia | 230 |
| Transformed PHZ | 33 |
| 30% HCl | 45 |
| Recycled PHH | 41 |
| Recycled ammonium salts | 1600 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Liu, X.; Zhou, D.; Zhang, H. Research on the Treatment and Comprehensive Utilization of Phenylhydrazine Hydrochloride Effluent. Water 2018, 10, 438. https://doi.org/10.3390/w10040438
AMA Style
Liu X, Zhou D, Zhang H. Research on the Treatment and Comprehensive Utilization of Phenylhydrazine Hydrochloride Effluent. Water. 2018; 10(4):438. https://doi.org/10.3390/w10040438
Chicago/Turabian StyleLiu, Xide, Di Zhou, and Heng Zhang. 2018. "Research on the Treatment and Comprehensive Utilization of Phenylhydrazine Hydrochloride Effluent" Water 10, no. 4: 438. https://doi.org/10.3390/w10040438
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.